
























BBG commissions scientific test line for AI-based production automation
BBG recently commissioned a scientific test line for industrial applications based on artificial intelligence (AI), demonstrating how AI is used in a production line for finishing automotive glass with polyurethane.
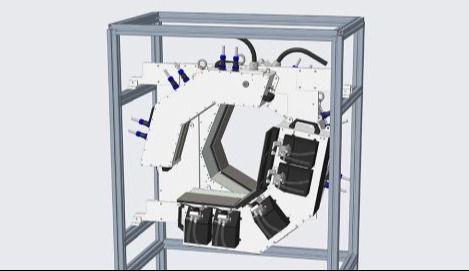
In this project named “Engineering for AI-based Automation in Production Environments”, a fully automated production line for encapsulating glass panes with polyurethane (PUR) is used at BBG's headquarters in Mindelheim, Germany. The fully automated line includes three robots, several cameras for checking individual process steps, and more than 200 sensors for recording process data.
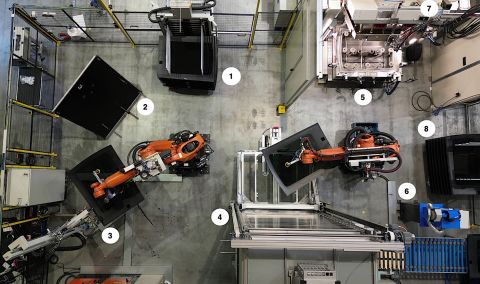
The stations in the production process: 1. Glass rack for blanks, 2. Centering unit, 3. Primer station, 4. Flash-off unit 5, Mold carrier BFT-P V9 with mold, 6. Trimming and flash removal, 7. Laser scanning, 8. Glass rack for in-spec parts. (Source: BBG)
AI algorithms tested for suitability in production
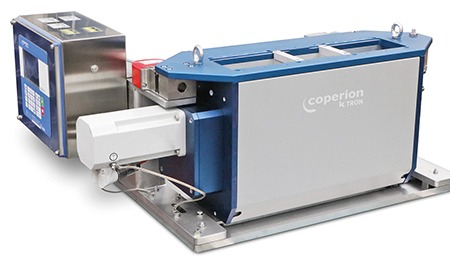
The University of the Federal Armed Forces in Hamburg (HSU) is involved in this project. HSU scientists plan to use the production line in 2025 and 2026 to collect sufficient data for testing the various AI algorithms in production for their suitability in practice. AI models are trained for individual use cases.
A key component is the comprehensive recording of process parameters during production and their central storage. With the help of optical images and AI-supported evaluation processes, production errors are detected and reworked in real time. Another objective is to increase production efficiency on the basis of data-driven optimization.
In addition, AI is designed to use the data in order to detect the need for preventive maintenance as required and display this accordingly. This ensures that necessary maintenance work is performed before any malfunctions occur, thus preventing production downtime.
Fully automated production process
Various vehicle glazing types are currently encapsulated on the test production line. They are provided with customized RFID smart labels that are encoded with a unique number. Since the RFID chip is encapsulated in the component, the stored process data can be used to trace the conditions under which it was produced even after the installation of the component.
The glass panes are supplied in a rotating glass rack, which can be loaded outside the enclosed production line. A robot in the interior removes a pane and positions it in a centering unit.
After centering, the primer is applied at the next station. The robot guides the glass pane along the application unit, measuring the primer quantity applied, checking its even distribution optically, and correcting it automatically if necessary. The robot then places the glass pane in a flash-off unit, where the bonding agent reacts.
Meanwhile, a compact robot prepares the mold in a BFT-P V9 mold carrier for the encapsulation of the component. A camera attached to the robot arm checks the cleaning process, and the images taken are saved as process data for the respective glass pane. The quality of the release agent application is monitored in addition to the correct position of inserts. This information is also saved as process data.
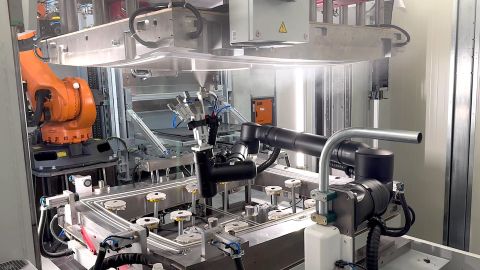
A cobot prepares the mold. In the picture, the cobot applies release agent. (Source: BBG)
A robot picks up the glass pane from the flash-off unit once it has completely flashed off and inserts it in the open mold. After the mold carrier has been closed, the pane is encapsulated with PUR. As soon as the reaction time is over, the robot removes the component and takes it to the trimming station, where flashes and PUR residues are removed.
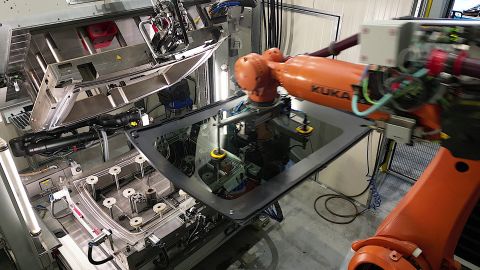
The glass pane is removed from the mold carrier system after encapsulation. (Source: BBG)
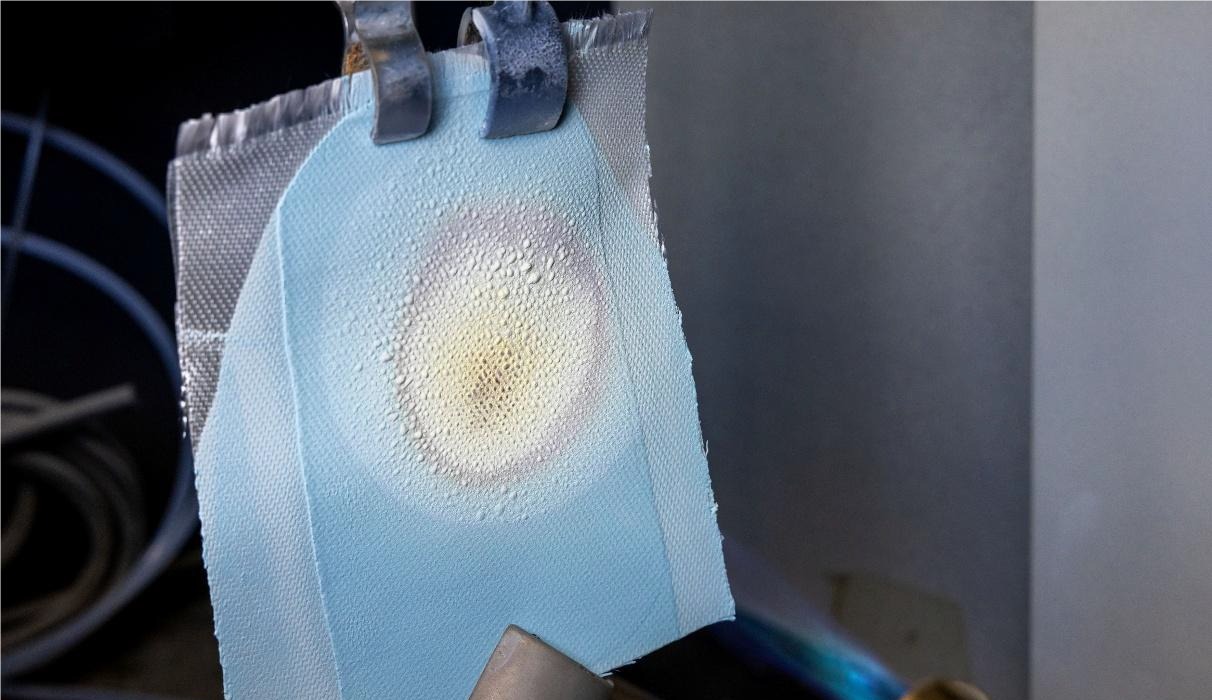
Finally, a laser checks the component contours. If corrections are required, the component is trimmed again until no more flashes are visible. The robot places in-spec parts in a glass rack for further use.

The PUR-encapsulated glass pane is trimmed. (Source: BBG)